ปัญหาที่เกิดขึ้นกับชิ้นงานฉีดโดยส่วนรวมแล้วจะมาจากการเลือกใช้วัสดุพลาสติกที่มีสารเติมแต่งที่ไม่เหมาะสมหรือเม็ดพลาสติกรีไซเคิล ลักษณะของตัวแม่พิมพ์พลาสติกตลอดจนตำแหน่งและลักษณะของทางน้ำพลาสติก (ทางเข้าและทางวิ่ง) และพารามิเตอร์ที่ใช้ในการฉีด ซึ่งปัญหาที่เกิดขึ้น สามารถพบได้บ่อยที่สุดคือปัญหาเนื่องจากการใช้พารามิเตอร์ไม่ถูกต้องและไม่เหมาะสมกับตัววัสดุพลาสติกและลักษณะแม่พิมพ์พลาสติก
ส่วนวิธีการแก้ปัญหาที่เกิดขึ้น สามารถที่จะหาหนังสือหรือบทความที่แนะนำหรือบอกเอาไว้ว่าปัญหาลักษณะต่างๆ ที่เกิดขึ้นจะแก้ไขโดยวิธีใด เช่น ฉีดชิ้นงานไม่เต็ม เกิดรอยแหว่ง ก็ควรทำการเพิ่มอุณหภูมิของพลาสติกเหลว เพิ่มอุณหภูมิแม่พิมพ์ เพิ่มเนื้อพลาสติก เพิ่มความดันฉีด ซึ่งจากวิธีการแก้ไขดังกล่าวจะมีตัวพารามิเตอร์ต่างๆ อยู่หลายตัว ทำให้ผู้ปฏิบัติงานฉีดเกิดความสับสนได้ เพราะไม่รู้จะทำการแก้ไขโดยใช้พารามิเตอร์ตัวใดก่อน
ด้วยเหตุนี้งานฉีดพลาสติกควรจะต้องศึกษาถึงสาเหตุหลักที่ทำให้เกิดปัญหาหรือข้อบกพร่องนั้นๆ เสียก่อนว่ามาจากสาเหตุอะไรกันแน่ และก็ดูต่อว่าสาเหตุรองที่ทำให้เกิดสาเหตุหลักนั้นมีอะไรบ้าง หลังจากนั้นก็คงต้องมาดูต่ออีกว่าสาเหตุรองตัวไหนที่แก้ไขได้ง่ายและรวดเร็วตลอดจนได้คุณภาพชิ้นงานพลาสติกที่ดีที่สุดหรือประหยัดพลังงานในการทำงานมากที่สุด
ลักษณะของปัญหาที่เกิดขึ้นกับชิ้นงานฉีดพลาสติก
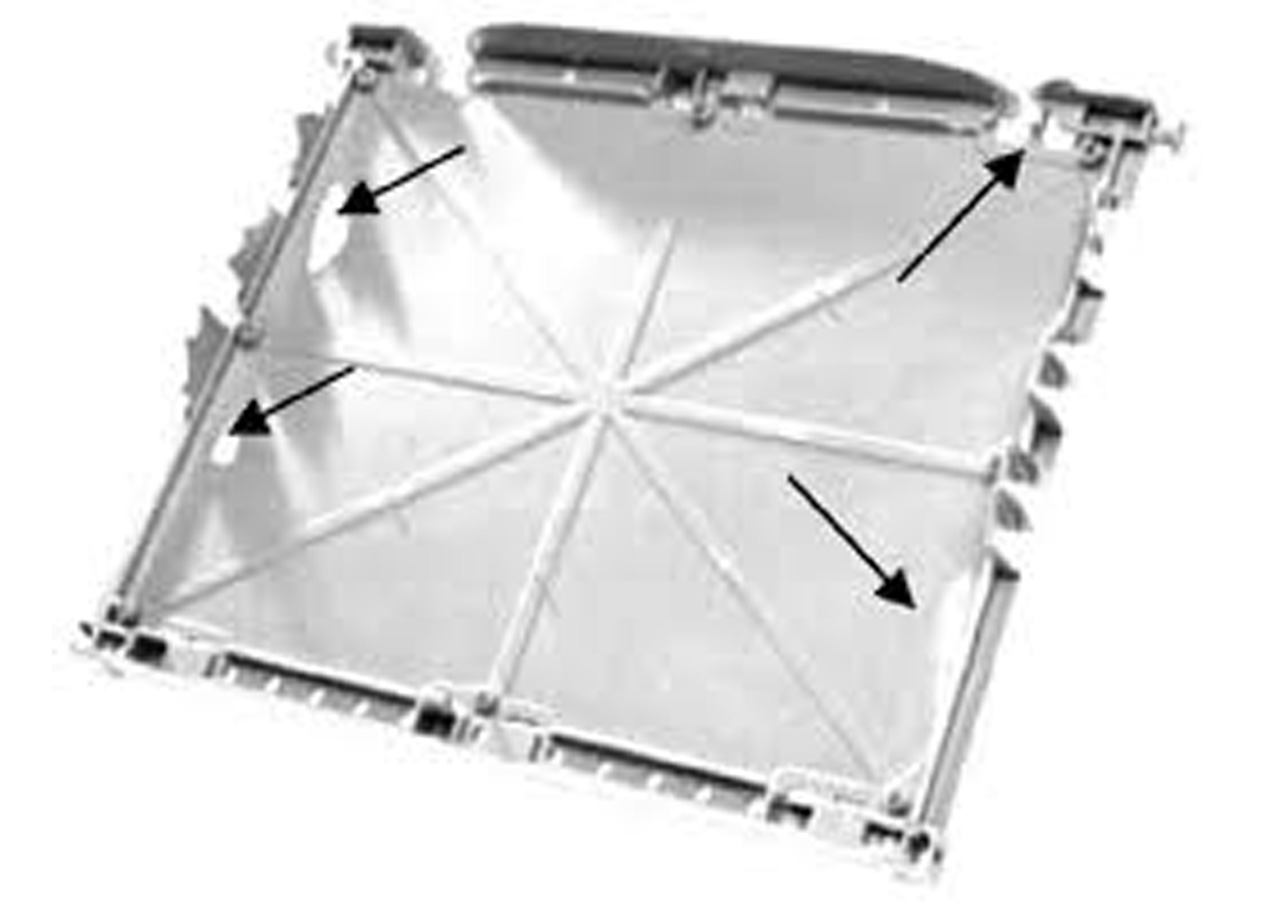
- ชิ้นงานพลาสติกเกิดรอยพ่น
สาเหตุของการเกิดปัญหารอยพ่น
– ทางน้ำพลาสติกเข้าเล็กเกินไป
– ชิ้นงานพลาสติกตรงตำแหน่งเข้าของน้ำพลาสติกหนาหรือกว้างเกินไปเมื่อเทียบกับขนาดของทางน้ำพลาสติกเข้า
– ใช้ความเร็วในจังหวะฉีดสูงเกินไป
– อุณหภูมิแม่พิมพ์พลาสติกต่ำเกินไป
– อุณหภูมิพลาสติกเหลวต่ำเกินไป
วิธีการแก้ปัญหาการเกิดรอยพ่น
– ลดความเร็วจังหวะฉีดลง
– ขยายทางน้ำพลาสติกเข้าให้เหมาะสมกับความหนาและความกว้างของชิ้นงานพลาสติกตรงตำแหน่งฉีด
– เพิ่มอุณหภูมิแม่พิมพ์พลาสติก
– เพิ่มอุณหภูมิพลาสติกเหลว
– แก้ไขชิ้นงานพลาสติกให้มีความหนาลดลง - ชิ้นงานพลาสติกเกิดครีบ
สาเหตุของการเกิดครีบ
– แม่พิมพ์พลาสติกมีลักษณะไม่ถูกต้อง โดยเฉพาะตามรอยประกบของแม่พิมพ์พลาสติก
– แรงที่ใช้ในการปิดล็อคแม่พิมพ์พลาสติกอาจจะไม่เพียงพอ
– ความเร็วในการฉีดสูงเกินไป
– ความดันในการฉีดสูงเกินไป
– อุณหภูมิพลาสติกเหลวสูงเกินไป
– อุณหภูมิแม่พิมพ์พลาสติกสูงเกินไป
– เนื้อพลาสติกเหลวที่ใช้อาจจะมากเกินไป
วิธีการแก้ปัญหาการเกิดครีบ
– ตรวจสอบรอยประกบของแม่พิมพ์พลาสติกให้อยู่ในสภาพที่สมบูรณ์ตลอดเวลา
– ตรวจสอบแรงปิดล็อกแม่พิมพ์พลาสติกว่าเพียงพอหรือไม่ โดยดูจากค่าความดันฉีดที่เกิดขึ้นจริงเทียบกับพื้นที่ภาพฉายของชิ้นงานพลาสติก
– ลดความเร็วในการฉีดลง
– ลดความดันฉีดลง
– ลดอุณหภูมิพลาสติกเหลว
– ลดอุณหภูมิแม่พิมพ์พลาสติก
– ลดปริมาณเนื้อพลาสติก - ชิ้นงานพลาสติกเกิดรอยแหว่ง
สาเหตุการเกิดรอยแหว่ง
– ความเร็วในจังหวะฉีดต่ำเกินไปพลาสติกเหลวจึงแทรกตัวเข้าไปไม่ทั่วถึง
– ความดันในการฉีดต่ำเกินไป
– อุณหภูมิของพลาสติกเหลวต่ำเกินไปทำให้พลาสติกเหลวมีความหนืดมาก
– อุณหภูมิของแม่พิมพ์พลาสติกต่ำเกินไปจึงไปทำให้พลาสติกเหลวเย็นตัวส่งผลให้พลาสติกเหลวมีความหนืด
– ปริมาณเนื้อพลาสติกเหลวไม่เพียงพอ
– ระบบทางเข้าและการจ่ายพลาสติกเหลวไม่ดีพอหรืออาจจะเล็กเกินไป
วิธีการแก้ปัญหาการเกิดรอยแหว่ง
– เพิ่มความเร็วในจังหวะฉีด
– เพิ่มความดันในการฉีด
– เพิ่มอุณหภูมิพลาสติกเหลว
– เพิ่มอุณหภูมิแม่พิมพ์พลาสติก
– เพิ่มปริมาณเนื้อพลาสติกเหลวในกระบอกฉีดให้พอเพียง
– ปรับปรุงระบบทางเข้าและการจ่ายพลาสติกเหลวให้โตขึ้น



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}